
Curso de LaserGRBL - Corte en papel
- 24 oct 2022
- 4 min de lectura
Actualizado: 24 jun 2024
Última actualización: 30-11-2022 Utilizaremos el programa LaserGRBL para realizar nuestro proyecto. Curso compatible para módulos lásers de 2.5 W / 40 W
Link de descarga de LaserGRBL aquí.
Pagina oficial de LaserGRBL aquí.
Primer paso:
Antes de utilizar el programa LaserGRBL. instalaremos el driver CH340 de la máquina CNC 3018.
Link de descarga del driver CH340 aquí.
Pagina oficial del driver CH340 aquí.
1. Descomprimimos el driver CH340 y lo ejecutamos como administrador.

2. Clic en el botón "INSTALL".

3. Driver instalado.

4. Conectamos la máquina CNC 3018 al ordenador con el cable USB.
5. Enchufamos la fuente de voltaje de 24 V y lo conectamos a la máquina CNC.
6. Encendemos la máquina CNC presionando el botón de encendido que se encuentra en la placa GRBL y se encenderá un led de color rojo.
7. Anti clic en el botón de "Windows" que se encuentra en la barra de tareas y ejecutamos el "Administrador de dispositivos".

8. Deslizamos los parámetros "Puertos (COM y LPT)".

9. En el parámetro "Puertos (COM y LPT)" Observamos que se instaló correctamente el driver CH340 y nos muestra el puerto COM3.

Ejecución del programa LaserGRBL
Corte en papel o grabador de superficies.
Link de descarga de LaserGRBL aquí.
Pagina oficial de LaserGRBL aquí.
1. Retiramos el motor 775 e introducimos el módulo laser 40 W en el eje Z de la máquina CNC 3018.

Para calibrar la altura del lente del módulo láser de 40 W, se deberá introducir la pieza de aluminio entre el borde del módulo láser con la superficie del material a cortar y luego retirar la pieza.


Calibración terminada
2. Instalamos el programa y lo ejecutamos.
3. Conectamos la máquina CNC 3018, seleccionamos el puerto COM3 y presionamos el botón "Conectar".

6. Conexión exitosa al aparecer el mensaje de color verde.

Encendemos el láser presionando el botón que se encuentra al costado del led Verde y cambiará al color azul de encendido.

Módulo encendido correctamente.

7. Clic en la ventana "Grbl" y hacemos clic en la sección "Configuración Grbl".

8. Cambiamos la línea #32 – Laser-mode enable 0 por el valor 1 y presionamos el botón ‘Escribir’.

Si desea volver utilizar el motor 775 (Husillo con broca) solo se deberá regresar al valor 0. Esta configuración solo es compatible para las máquinas 2 en 1 (Router/Láser).
9. Clic en la ventana "Grbl" y hacemos clic en la sección "Ajustes".

10. En la ventana "Raster import" marcamos el parámetro "Soporte PWM".

11. En la ventana "Jog control" marcamos el parámetro "Show Z up/down control" y hacemos clic en el botón "Guardar".

12. Clic en la ventana "Archivo" y hacemos clic en la sección "Abrir Archivo".

13. Importamos la imagen a cortar.
Descargar imagen.

14. Clic en la opción ‘Vectorizar! (Experimental) luego en la opción "Relleno" seleccionamos "Ninguno" y hacemos clic en el botón ‘Siguiente’.

Si usted no desea "Vectorizar! (Experimental)", puede utilizar "Línea a Línea" y grabará tal cual como muestra en la imagen. Vectorizar! (Experimental) y Línea a Línea son las 2 opciones mas utilizadas en el programa LaserGRBL. En esta ocasión utilizaremos la opción "Vectorizar! (Experimental)".
15. En Velocidad de Borde escribimos 250 mm/min y en tamaño 20.0 (2 cm) y hacer clic en el botón ‘Crear!’.
Velocidad de Borde = Velocidad del proyecto.
M3 - Constant Power = Ideal para cortes o grabados sólidos
M4 - Dynamic Power = Ideal para grabados de escala

En esta ocasión utilizaremos la opción "M3 - Constant Power".
16. Visualizamos la configuración de la imagen terminada.

17. Clic en la barra S[1.00X] y seleccionamos la mitad de potencia del láser 2.5 W / 5.5 W / 20 W - ‘Power [1.00x]’.

Si desea cortar a la máxima potencia en materiales de mayor grosor, deslizar en Power [2.00x]’.
Si desea incrementar la velocidad del proyecto, deslizar en Linear [2.00x]’.
18. Clic en el botón "Turn on laser for focusing" y se encenderá el módulo láser.

Módulo láser apagado.

Módulo láser encendido.

Si usted tiene el láser de 2.5 W o 5.5 W deberá ajustar el rodamiento del lente hasta alcanzar una luz delgada y radiante.
Si usted tiene el láser de 40 W, no es necesario ajustar el lente porque ya viene pre definido.
19. En el Fader izquierdo colocamos F500 y en el derecho 1 y movemos con las flechas hasta el punto cero o punto de partida.

Movemos al punto punto cero

20. Clic en el botón ‘Definir punto cero (G92)’ y se escribirá automáticamente el comando "G92 X0 Y0 Z0". Asimismo en la coordenada 0,0 aparecerá una cruz de color azul.

El comando G92 X0 Y0 Z0 y la cruz azul significa que el punto cero ya se encuentra seleccionado.

21. Clic en el botón ‘Framing – Laser ON – Low Power’ y la máquina CNC hará el recorrido de las dimensiones de la imagen.

22. Visualizamos el tiempo de trabajo.

23. Nos colocamos las gafas de protección de color verde y hacemos clic en el botón "Ejecutar Programa".
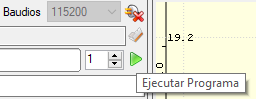
El valor 1 significa que realizará el trabajo en 1 pasada, si coloca 2 realizará el doble.
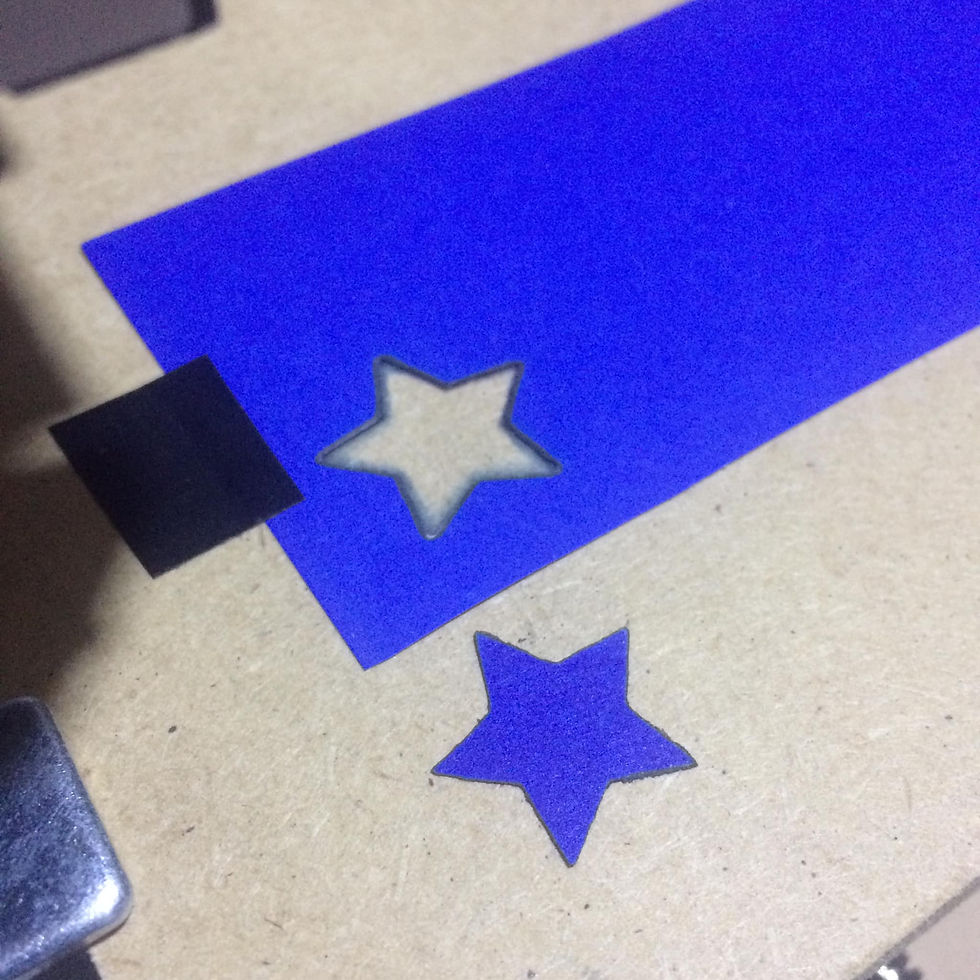
24. Trabajo terminado.

Recomendaciones:
Apagar el módulo láser y la máquina CNC por cada 30 min durante 10 min de descanso. Posterior a ello se podrá continuar con el trabajo.
Utilizar imágenes con dimensiones de 1000 x 1000 con el propósito de obtener un mejor resultado.
Para obtener un gran resultado en el grabado o corte, recomendamos realizar el diseño en COREL DRAW y exportarlo en formato SVG (Vector). El tamaño del diseño asignado en COREL DRAW será el mismo tamaño que realizará la máquina CNC. Link del curso Importar SVG aquí.
Descargar imagen.
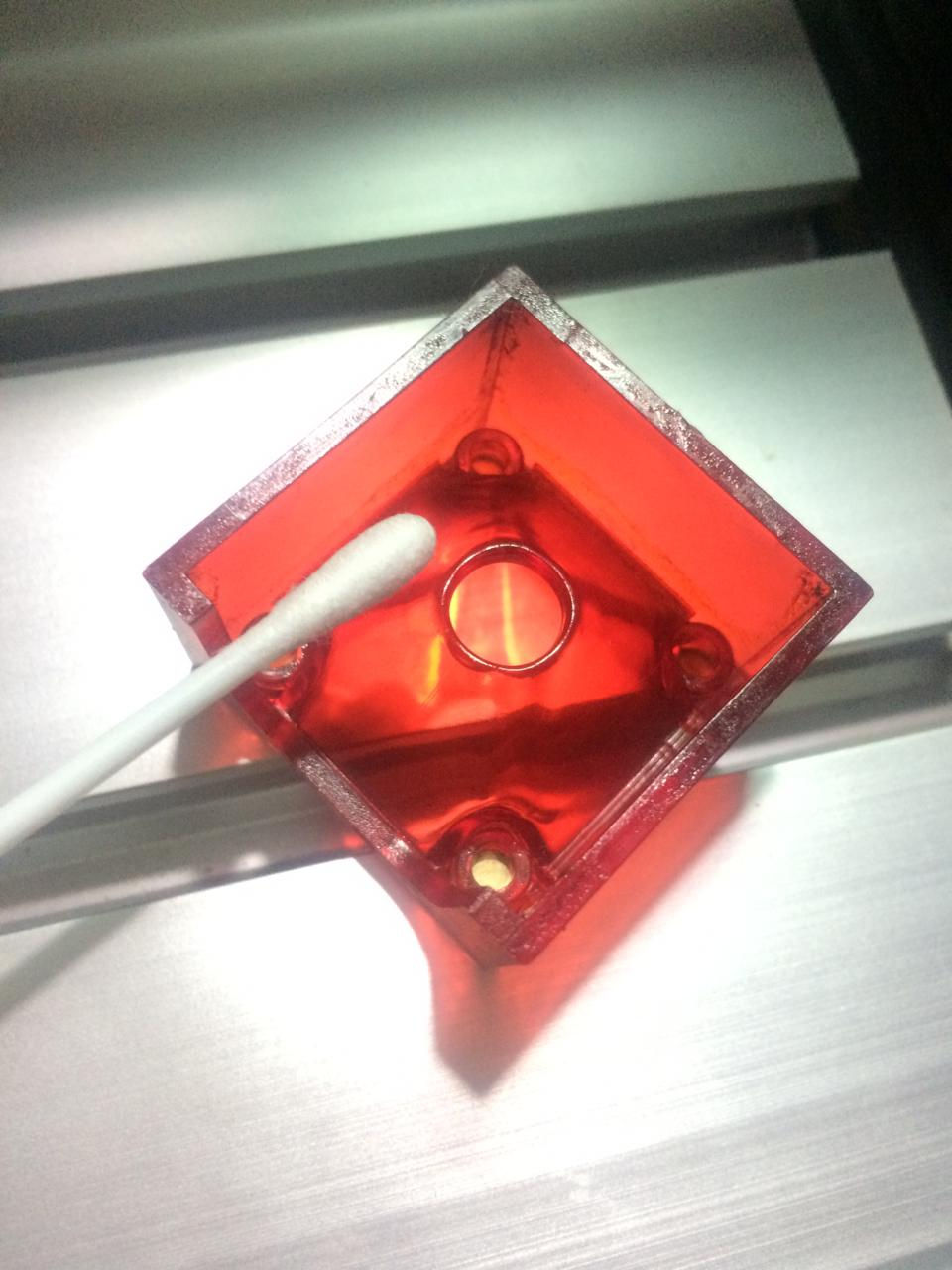
Si usted tiene el láser de 40 W deberá realizar lo siguiente:
Limpiar el lente del láser con un hisopo por cada 30 min de trabajo.

Limpiar el protector rojo con un hisopo por cada 30 min de trabajo.


¡Excelente artículo! La guía sobre LaserGRBL es muy detallada y práctica para quienes se inician en el grabado láser. Me gustaría aportar una perspectiva adicional sobre cómo aplicar estas técnicas en proyectos creativos, especialmente en la decoración infantil. Con un láser, se pueden crear maravillas en acrílico o madera, como luces de noche personalizadas. De hecho, para inspirarse, pueden ver estas creaciones asombrosas que muestran el potencial de esta tecnología.
Profundizando en los Materiales y Técnicas
El tutorial se centra en el corte de papel, pero el verdadero potencial se desata con otros materiales. El acrílico transparente (metacrilato) es ideal para las lámparas LED. Al grabar un diseño en su superficie, la luz de la base LED se refracta en…